 Hausa
Hausa English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Italiano
Italiano Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk اردو
اردو čeština
čeština Ελληνικά
Ελληνικά Українська
Українська Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақ
Қазақ Euskal
Euskal Azərbaycan
Azərbaycan slovenský
slovenský Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Српски
Српски 简体中文
简体中文 Esperanto
Esperanto Afrikaans
Afrikaans Català
Català עִברִית
עִברִית Cymraeg
Cymraeg Galego
Galego 繁体中文
繁体中文 Latvietis
Latvietis icelandic
icelandic יידיש
יידיש Беларус
Беларус Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ជនជាតិខ្មែរ
ជនជាតិខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Точик
Точик O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra հայերեն
հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba











Bayan haka, muna ci gaba da nazarin ƙarfin lantarki na babban al'amari rabo na HDI.
I. Bayanin samfur:
- kauri na allo: 2.6mm, mafi ƙarancin diamita ta rami: 0.25mm,
- Matsakaicin yanayin ramuka: 10.4: 1;
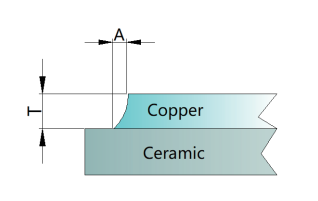
II. Vias Makafi:
- 1) Dielectric kauri: 70um (1080pp), rami diamita: 0.1mm
- 2) Dielectric kauri: 140um (2*1080pp), rami diamita: 0.2mm
III. Tsare-tsare Tsare-tsare:
Tsari Na Farko: Wutar lantarki kai tsaye bayan sanyan jan karfe
- Amfani da babban acid low jan karfe bayani rabo, tare da H electroplating Additives; halin yanzu yawa 10ASF, lokacin lantarki 180min.
-- Sakamakon gwajin ci gaba na ƙarshe
Wannan rukunin samfuran yana da ƙarancin lahani na buɗewa 100% a cikin gwajin ci gaba na ƙarshe, tare da ƙimar lahani na buɗewa na 70% a makaho 0.2mm ta wurin (PP shine 1080*2).
Tsari na Biyu: Yin amfani da maganin electroplating na al'ada don faranti ta hanyar makafi kafin sanya ramuka:
1) Yin amfani da VCP don faranti na makafi, tare da rabon jan ƙarfe na al'ada na jan karfe da abubuwan haɗin H electroplating, sigogi na lantarki 15ASF, lokacin lantarki 30min {608201}
2) Yin amfani da layin gantry don yin kauri, tare da babban acid low tagulla rabo da H electroplating additives, electroplating sigogi 10ASF, electroplating lokaci 150min {60801}
-- Sakamakon gwajin ci gaba na ƙarshe
Wannan rukunin samfuran yana da ƙarancin 45% buɗewa a cikin gwajin ci gaba na ƙarshe, tare da ƙimar buɗewa ta 60% a makaho 0.2mm ta wurin (PP shine 1080*2) 4909101}
Idan aka kwatanta gwaje-gwajen guda biyu, babban abin da ya fi dacewa shi ne na'urar lantarki ta makafi, wanda kuma ya tabbatar da cewa babban acid low na jan karfe ba ya dace da makaho ta waya.
Saboda haka, a cikin Gwaji na Uku, an zaɓi wani ɗan ƙaramin acid mai cike da jan ƙarfe wanda zai fara fara fara faranta wa makaho ta hanyar, ya cika ƙasan makafi da ƙarfi kafin a sanya wutar lantarki ta makafi.
Tsari na uku: Yin amfani da maganin cikawa na lantarki don faranti ta hanyar makafi kafin sanya ramuka:
1) Yin amfani da bayani mai cike da lantarki don farantin makafi, tare da babban adadin jan ƙarfe low acid jan rabo da V electroplating additives, electroplating sigogi 8ASF@30min + 12ASF@30min {4901} }
2) Yin amfani da layin gantry don yin kauri, tare da babban acid low tagulla rabo da H electroplating additives, electroplating sigogi 10ASF, electroplating lokaci 150min {60801}
IV. Ƙirar Gwaji da Binciken Sakamako
Ta hanyar kwatancen gwaji, ma'auni daban-daban na tagulla na jan karfe da abubuwan da ake amfani da su na lantarki suna da tasirin electroplating daban-daban akan ramukan makafi. Don babban al'amari rabo HDI alluna tare da biyu ta hanyar da makafi ramukan, ana bukatar ma'auni ma'auni don dacewa da kauri tagulla a cikin ta ramukan da kaguwa ta kafar ramukan. Kaurin jan ƙarfe da aka sarrafa ta wannan hanya gabaɗaya ya fi kauri, kuma yana iya zama dole a yi amfani da goga na inji don biyan buƙatun sarrafa kayan etching na waje.
Batches na farko da na biyu na samfuran gwaji suna da lahani 100% da 45% a buɗe bi da bi a gwajin hutun jan ƙarfe na ƙarshe, musamman a makafi 0.2mm ta wurin (PP shine 1080*2) tare da Ƙididdigar ɓarna na da'ira na 70% da 60% bi da bi, yayin da rukuni na uku ba su da wannan lahani kuma sun wuce. 100%, yana nuna ingantaccen haɓakawa.
Wannan haɓakawa yana ba da ingantaccen bayani don tsarin lantarki na babban al'amari rabo HDI allon, amma sigogi har yanzu suna buƙatar ingantawa don cimma kauri mai kauri.
Duk abin da ke sama, shine takamaiman shirin gwaji da sakamako don nazarin ƙarfin lantarki na babban al'amari rabo HDI allo.
